+86-15371769898
+86-15371769898 [email protected]
[email protected]
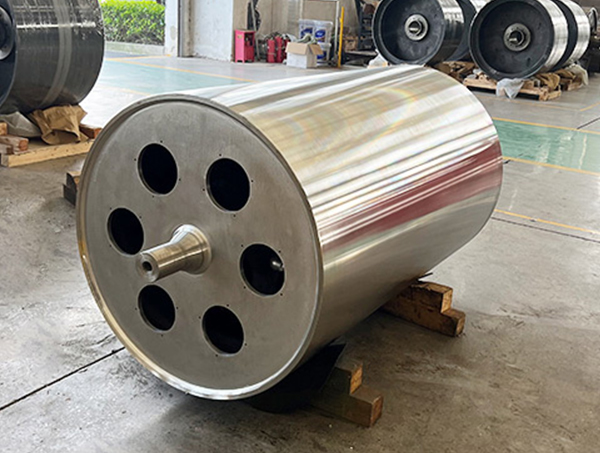
+86-15371769898[email protected]I de kontinuerlige bråkjølingslinjene i moderne stålproduksjon, er Vannslukkevalse fungerer som den fysiske ryggraden, og bærer glødende stålplater eller profiler. Arbeidsmiljøet er blant de mest utmattende i den industrielle verden. Rullekroppen må ikke bare tåle mekaniske belastninger på flere tonn, men også opprettholde en dynamisk likevekt mellom ekstreme overflatetemperaturer (over 900°C) og høytrykks intern vannkjøling.
Denne ekstreme temperaturgradienten stiller nesten umulige krav til materialets fysiske og kjemiske egenskaper. Feil materialvalg fører til for tidlig "brannsprekker" på rulleoverflaten og kan føre til at rullekroppen bøyer seg eller deformeres. Dette påvirker i sin tur direkte flatheten og ytelsen til det endelige stålproduktet. Derfor er å forstå den metallurgiske logikken bak materialvalg kjernen for å sikre langsiktig stabil produksjonslinjedrift.
Essensen av bråkjølingsprosessen er rask avkjøling, og den Vannslukkevalse er det primære kjøretøyet for denne prosessen. Når glødende stål passerer over valsen, varmes kontaktområdet opp øyeblikkelig; Når valsen roterer, blir det samme området raskt avkjølt av sprayvann eller intern sirkulasjon. Denne nådeløse termiske syklusen er den viktigste årsaken til rullefeil.
Termisk tretthet manifesterer seg som et nettverk av fine sprekker på rulleoverflaten, ofte referert til i industrien som "brannsprekking". Dette fenomenet stammer fra ujevn utvidelse og sammentrekning av materialets overflatelag under drastiske temperaturforskjeller. Når disse sykliske spenningene overskrider materialets elastiske grense, starter mikroskopiske sprekker og forplanter seg innover.
For å møte denne utfordringen, høy ytelse Vannslukkevalses vanligvis bruker høy-krom støpejern eller spesialiserte nikkel-baserte legeringer. Ved å legge til Krom (Cr) and Nikkel (Ni) til matrisen er materialets oksidasjonsmotstand og termisk sjokkmotstand betydelig forbedret. Overlegent valg av legeringer sikrer at valsen opprettholder en lav termisk ekspansjonskoeffisient under hyppige oppvarmings- og avkjølingssykluser, og bremser dermed sprekkdannelsen og forlenger vedlikeholdsintervallene.
I miljøer med høy belastning og høy temperatur gjennomgår metalliske materialer en langsom, men irreversibel plastisk deformasjon kjent som Kryp . For kjølevalser som krever ekstremt høy innretting og konsentrisitet, er denne deformasjonen dødelig.
En kvalifisert Vannslukkevalse må ha utmerket "rød hardhet" - evnen til å opprettholde tilstrekkelig styrke selv når den lyser rødt. Hvis materialets flytegrense synker kraftig når temperaturen stiger, vil valsen gjennomgå "krypavbøyning" under tung belastning, noe som fører til vibrasjoner under transport. Dette skader ikke bare selve valsen, men forårsaker også fordypninger eller ujevn avkjøling på stålplateoverflaten.
I metallurgiske formuleringer, tilsetning av Molybden (Mo) øker effektivt rekrystalliseringstemperaturen til stålet, og øker dets krypemotstand. Vanadium (V) foredler kornstrukturen og forbedrer materialets generelle seighet. Denne spesifikke kjemiske utformingen gjør det mulig for kjølevalser av industrikvalitet å opprettholde sin perfekte geometriske form selv under ekstremt trykk, noe som sikrer jevn kvalitet i nedstrømsprodukter.
Bråkjølingsmiljøet er ofte mettet med høytemperaturdamp og forskjellige kjemiske tilsetningsstoffer, noe som gjør korrosjons- og oksidasjonsmotstanden til Vannslukkevalse like kritisk som dens termiske styrke.
Ved høye temperaturer reagerer metalloverflater lett med oksygen for å danne avleiring. Hvis valsematerialet har dårlig oksidasjonsmotstand, kan den resulterende belegget flasse av og feste seg til den varme stålplaten, og forårsake groper eller riper. Legeringer med høyt krominnhold danner et tett, beskyttende passiveringslag på rulleoverflaten, som effektivt blokkerer ytterligere oksygeninntrengning og sikrer at stålplateoverflaten forblir glatt som et speil.
Moderne kjølevalser har ofte interne spiralkjølekanaler for jevn varmefjerning. Imidlertid kan sirkulerende kjølevann inneholde ioner som kan føre til indre gropkorrosjon over tid. Å velge materialer med utmerket gropmotstand (som 310S rustfritt stål eller spesialiserte sentrifugalstøpelegeringer) forhindrer kjølevann i å trenge inn i veggen og inn i produksjonslinjen, og unngår uplanlagt nedetid forårsaket av lekkasjer.
For å hjelpe innkjøpsledere og teknisk personell i materialevaluering, sammenligner følgende tabell egenskapene til ordinære materialer som brukes til Vannslukkevalses :
| Materialkvalitet | Termisk utmattelsesmotstand | Kryp Resistance | Oksidasjons-/korrosjonsbestandighet | Typisk applikasjon |
|---|---|---|---|---|
| Høy-Cr støpejern | Moderat | Utmerket | Utmerket | Tung plate varmvalsing |
| 310S rustfritt stål | Utmerket | Moderat | Utmerket | Generell varmebehandling |
| Sentrifugalstøpt legering | Utmerket | Utmerket | Utmerket | Høyhastighetslinjer med høy presisjon |
| 40Cr legert stål | Moderat | Moderat | Moderat | Lavtemperatur sonetransport |
| Nikkel/koboltlegeringer | Eksepsjonell | Eksepsjonell | Eksepsjonell | Luftfart/Spesialstål |
Utover valg av basismateriale er overflatebehandlingsteknologi en nøkkelvariabel for å øke avkastningen på investeringen (ROI). Vannslukkevalses .
Bruker High-Velocity Oxy-Fuel (HVOF) sprøyteteknologi kan et tynt, men ekstremt hardt lag av wolframkarbid eller kromlegering påføres rulleoverflaten. Denne "rustningen" øker ikke bare slitestyrken flere ganger, men forhindrer også "metall pickup". Når du behandler sensitive stålkvaliteter, reduserer denne teknologien betydelig defektraten forårsaket av metallfester.
Materialets bearbeidbarhet påvirker også ytelsen. Førsteklasses materialer lar ingeniører designe mer komplekse interne strømningsbaner, og dermed eliminere "hot spots" forårsaket av varmeakkumulering. Et jevnt temperaturfelt reduserer termisk stress betydelig, og når det kobles sammen med riktig materiale, kan det øke den totale levetiden til valsen med mer enn 50 %.
Spørsmål 1: Hvordan kan jeg finne ut om vannskjølingsvalsen min må skiftes ut?
A: Se etter dyp forplantning av "brannsprekker" på overflaten, mål om den radielle utløpet av rullekroppen overskrider grensene, og sjekk om utløpstemperaturen til det interne kjølevannet er unormalt høy.
Spørsmål 2: Hvorfor er sentrifugalstøping bedre enn statisk støping for bråkjølevalser?
A: Sentrifugalstøping bruker sentrifugalkraft for å eliminere porøsitet og slagg, noe som resulterer i en mye finere og jevnere kornstruktur, noe som fører til overlegen termisk sjokkmotstand ved høye temperaturer.
Q3: Vil utilstrekkelig kjølevannsstrøm umiddelbart skade valsen?
A: Ja. Selv med nikkelbaserte legeringer på toppnivå, vil overflatetemperaturer komme ut av kontroll uten intern avkjøling, noe som fører til irreversibel mikrostrukturell sprøhet eller alvorlig deformasjon.
Dedikert til å utvikle og produsere forskjellige former for ruller med forskjellige rullestrukturer.
Telefon: +86-15371769898
E-post: [email protected]
Legg til: 9 Lifa Avenue, Chengdong Town, Haian County, Nantong City, Jiangsu-provinsen, Kina
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Alle rettigheter reservert.